If you ever have occasion to disassemble the Amel Super Maramu Jib Furler Gearbox, hopfully this will save you some time and trouble.
The gearbox for the furler on the Super Maramu was custom made for Amel by a small one-man machine shop in Switzerland. The owner has long since retired, and as far as I know, drawings and custom parts are not available any longer.
Although the housing, the shafts, and the gears were custom, the bearings and seals are all standard metric parts, and readily available at reasonable cost.
I have been told by two different riggers that I trust that a Bamar electric headsail furling system can be retrofitted to the Amel three-track headstay foil. I (fortunetly!) haven’t had to evaluate that in detail. The good news is that a retrofit is possible. The bad news is that both these riggers quoted a budget number of about US$8,000 for replacement. So take good care of this thing!
To disassemble, start on the bottom:
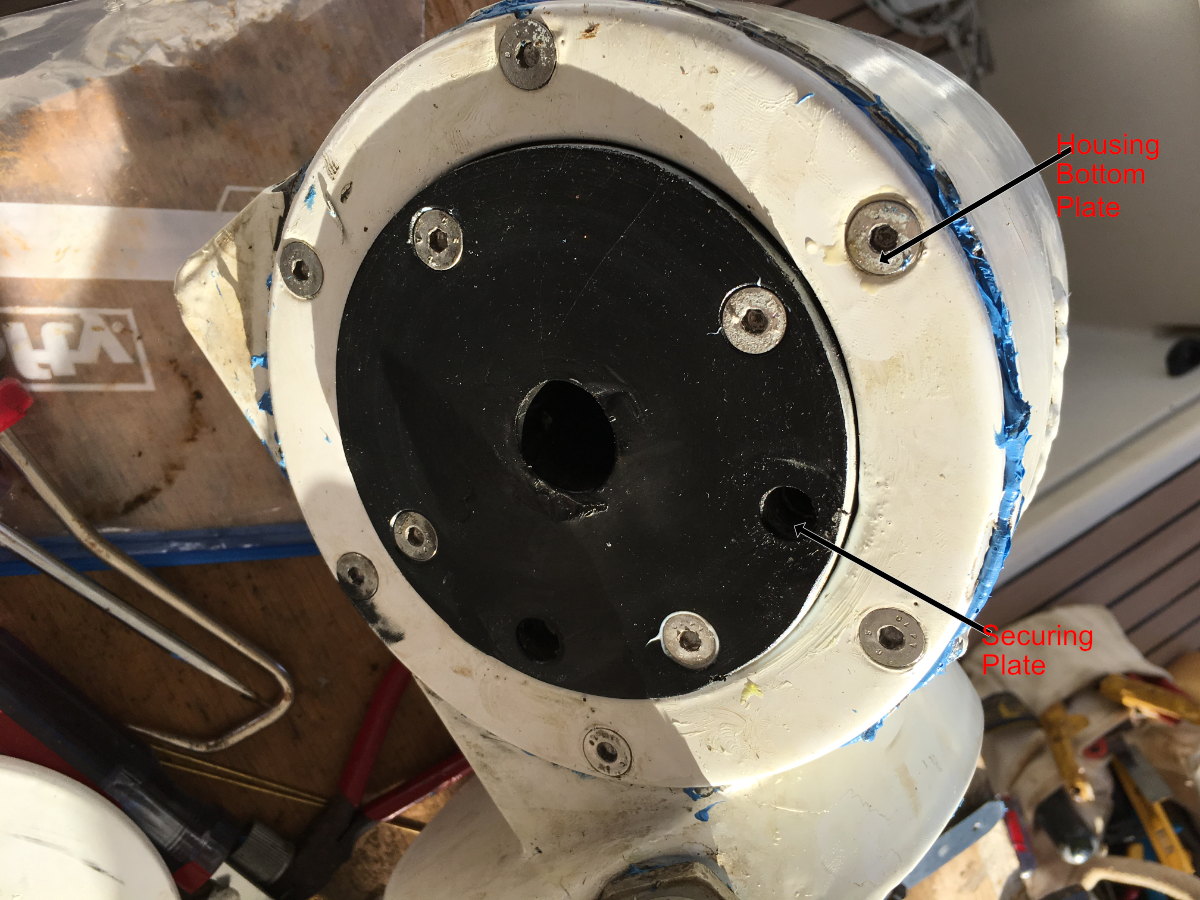
Remove the four screws and take off the plastic securing plate. Nothing magic here, it is just a flat piece of hard plastic. this will expose the bottom end of the Upper Shaft, and its lip seal.

Now, working from the top, gently press out the upper shaft, through the bottom of the housing. It is held in place with a press fit to a bearing near the bottom, and a static o-ring seal inside the Bronze Seal Ring on the top.
Remove the 6 screws holding the Housing Bottom Plate. Gently remove the Housing Bottom Plate. It extends inside the main housing by a few centimeters, where there is an o-ring seal. Be careful not to bend or crack the flange. It is aluminum, and rather fragile. Be patient. Work slowly around the circumferance.
Now things get easy. Look in from the bottom, and you’ll see the main worm gear, and the worm screw itself off to the side The worm gear is bolted to the bottom of the Drive Shaft. Remove it. Gently press out the Drive shaft through the top of the housing. Again, it is aluminum, be gentle. There are two bearings holding it in place.
The worm shaft comes out from the end where it attaches to the motor:
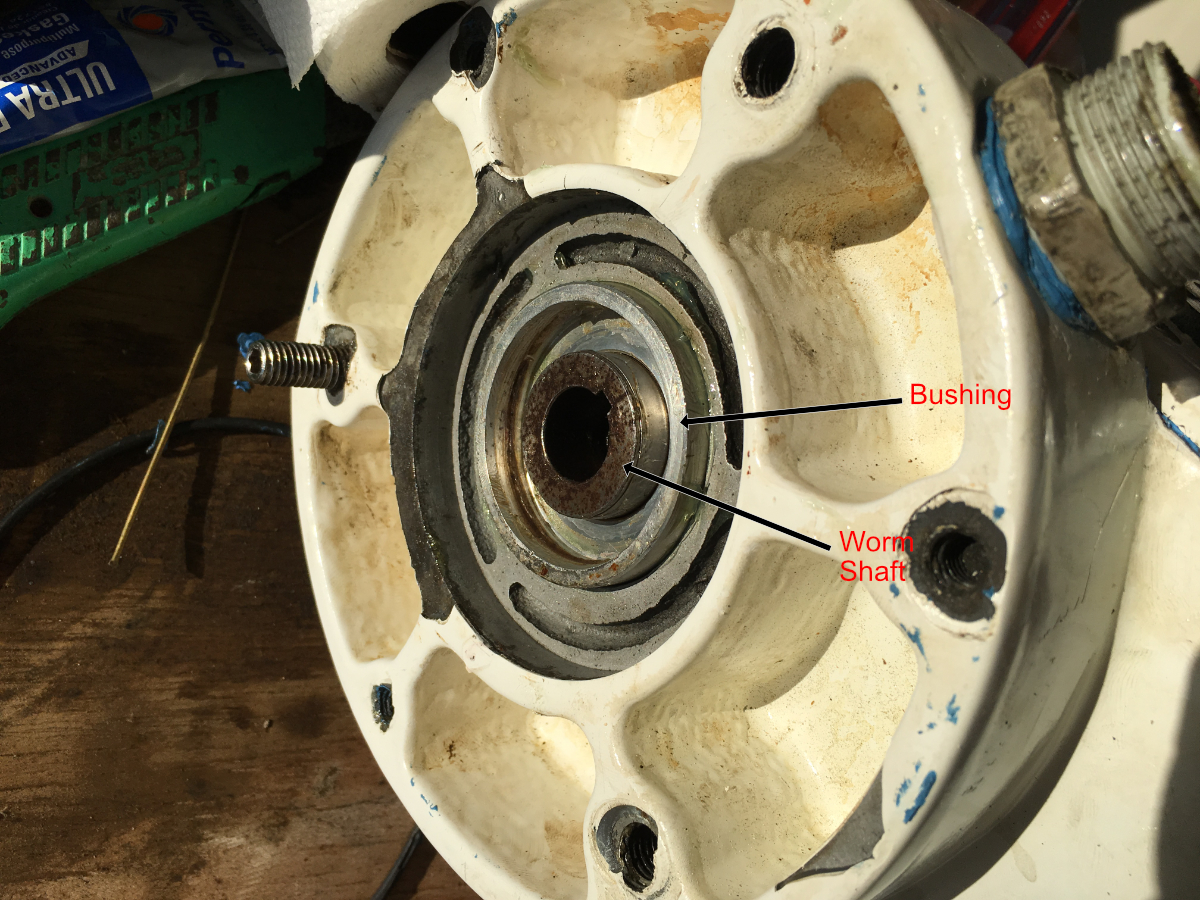
The Bushing around the end of the Worm Shaft is a soft press fit into the housing with an o-ring seal around the outside. Note in the picture here, the lip seal between the two is missing.
The lower surface of the bushing has the race for the upper bearing on the worm shaft. The bearing balls for the worm shaft thrust bearing are in their cage, loose, just below it. Don’t lose them!
Do not try to re-use the lip seals. Replace them. Bearings can be reused if they are in good condition. If you need to change the bearings, you will need to remove the old bearing races. Most likely they will need to be cut out. Removal of the races, and pressing the new ones in is likely a more complex job than can be tackled with the tools available on most boats. I had this done at a machine shop.
Always install the seals LAST. Do not slide the length of the shaft through them, rather install them, carefully, after the shaft is in place.
Examine the ends of the shaft where the lip seals bear. If they are scored enough that you can feel the groove with your fingernail, install a Speedi-Sleeve to renew the surface.
The Bronze Seal Ring on the top of the Drive Shaft is a press fit into the Drive Shaft, no o-ring or other seal, although there is an o-ring on the inside between the Bronze Seal Ring and the Upper Shaft. Be sure to grease this well before assembly. Use a silicone grease that is compatible with other lubricants. I prefer Molykote 111, but others will work too.
When you reassemble, add SAE140 (ISO460) oil to the housing to the level about half way up the worm wheel. This level touches all the gears and bearings, and will allow the high speed worm shaft to splash the oil up to the upper seal.
Another important point on re-assembly: The Upper Shaft fits up inside the bottom of the furling drum. On the old style one-piece furling drum the screws or rivets need to attach to the Upper Shaft so the Furling drum, the foil, the Upper Shaft, AND the Drive Shaft all rotate together when the motor turns. If this is not done, the foil will turn in relation to the Upper Drive Shaft, and both will rapidly wear. If you pull up the drive pin and use the manual furling system, the Upper Shaft then rotates–with the foil–INSIDE the now stationary Drive Shaft. One the new style two piece furling drum, it has a separate set screw to engage with the Upper Shaft to ensure they rotate together.
There is a lot of people who suggest–with no backup other than they think it must be true–that Amel used rivets to secure the drum to the foil as a sort of mechanical “fuse” that would fail in the event of something else getting tangled or stuck. Not true. Amel used rivets because the are fast and easy to install in a manufacturing environment. Using rivets–especially soft aluminum ones–in an apparatus with constant reversing shear loads WILL eventually lead to the holes enlarging and things coming loose.
Instead of rivets you can certainly use stainless steel machine screws. Amel’s standard approach with thiese is now to install a metal plate inside th foil that is tapped to accept screws. Installed with a good helping of Lanocote or Tef-Gel corrosion is not a problem, and loose rivets will not trouble you again. Which ever you chose, you have to go into holes in the foil and shaft. Surface engaging set screws will not give good enough torque transfer.
Happy furling!
